Drilling holes is one of the most common machining processes used in manufacturing. But the formation of long continuous chips during drilling can lead to numerous problems that reduce productivity and tool life. This article explores how strategically placing chip breaking features directly on the drill bit can improve chip control, lubrication, tool wear, and overall drilling performance.
The Challenges of Chip Formation in Drilling
As the drill bit cuts into the metal workpiece, chips are formed by the shearing action at the cutting edges. The geometry of twist drill bits causes the chips to curl up into long spirals inside the flutes as they are conveyed up and out of the hole.
These long, stringy chips pose multiple headaches during drilling operations:
- Chip clogging – Long chips jam inside the narrow drill flutes preventing effective chip ejection
- Poor lubrication – Cutting fluid cannot reach the critical tool-chip interface
- Increased friction – Chips rubbing against flutes generates heat and friction
- Accelerated wear – Chips abrade and erode cutting edges and margins
- Tool breakage – Clogged chips can snap rotating drills
- Hole quality – Chips scratch finished bore surface
Ultimately these chip related problems lead to premature tool failure, holes of poor quality, and reduced productivity.
Conventional Solutions for Chip Control
Many approaches have been tried to address chip formation and control issues in drilling:
- Modified drill geometries – Altered point angle, web thickness, flute profile etc.
- Special drill materials and coatings – More wear resistant tools
- Coolant thru drill bits – Internal ducts deliver fluid to cutting edge
- High pressure coolant – Flushing chips externally with heavy flood coolant
Such methods have seen limited success but also have disadvantages:
- Geometries constrained by drilling needs
- Coatings and materials increase drill costs
- Thru coolant requires added pressure systems
- High pressure flood weakens work holding
These conventional tactics only attack chip issues indirectly as well. What’s needed is a way to directly breakup chips right at the source.
On-Tool Chip Breakers – Directly Fragment Chips During Formation
Rather than working around the symptoms, a better solution controls chips right where they are formed – at the cutting edges along the drill flutes.
This can be achieved by strategically placing obstructions or protuberances directly on the drill bit to physically break chips into smaller pieces. As chips flow up the flute they encounter these chip breaking features and shear into shorter segments.
Not only does this promote chip fragmentation, but lifting the chip off the tool surface provides pathways for cutting fluid to reach the critical tool-chip interface for improved cooling and lubrication.
Designs for On-Tool Chip Breakers in Drilling
Two primary designs have been proposed for building chip breaking obstructions directly into twist drill bits:
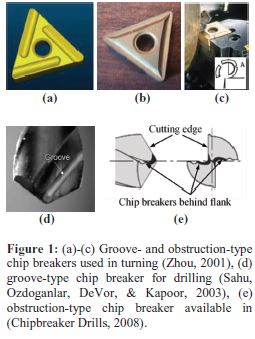
Rib Chip Breaker
A rib chip breaker consists of a raised ridge or series of ridges running along the length of the drill flute. As chips ride up the flute they catch and shear at the ridge.
Ribs can potentially be built right into a drill’s geometry using a modified grinding wheel during tool manufacturing. This makes them economically viable for production application.
Drill flute with raised rib chip breaker
Pin Chip Breaker
The pin chip breaker consists of a small cylindrical pin protruding from the rake face of the flute. As chips flow over the pin they lift and shear.
Pins are more challenging to incorporate directly into a drill bit. But for research purposes they provide a simple obstruction method by inserting pins into holes added along the flutes.
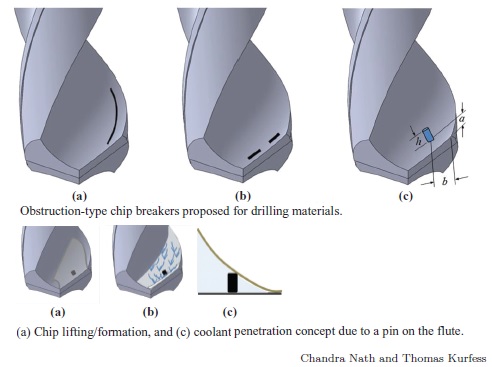
Pin chip breakers inserted into drill flutes
Both rib and pin obstructions generate the chip breaking and lifting action needed to fragment chips and allow lubrication access. But ribs seem better suited for robust application in production.
Initial Testing of Pin Chip Breakers for Feasibility
An initial study investigated the feasibility of using obstruction-type chip breakers to improve drilling performance. Pin style chip breakers were tested to quickly explore the concept.
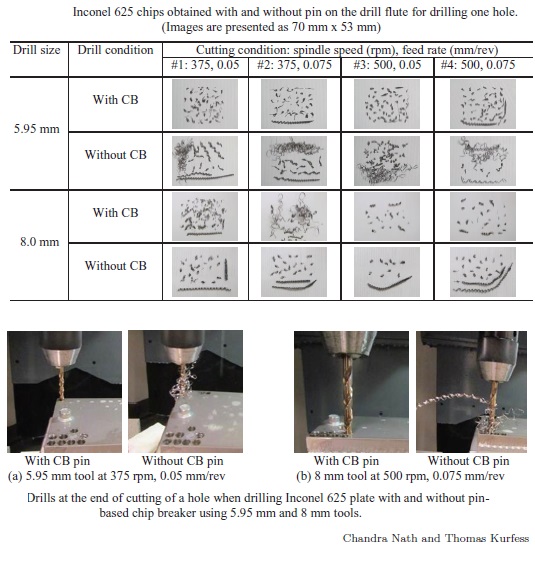
Small stainless steel pins approximately 0.8 mm in diameter were inserted into 0.9 mm blind holes added to the flutes of standard twist drill bits. Two drill diameters were used – 5.95 mm and 8 mm.
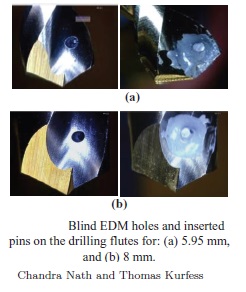
Blind holes for pin chip breakers added to drill flutes
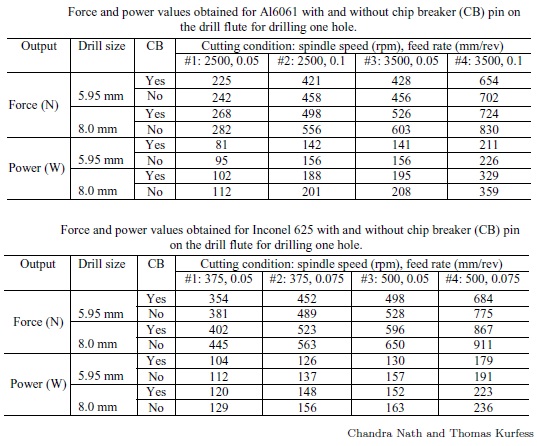
Drilling tests were performed on plates of aluminum 6061 and Inconel 625 alloys which often generate problematic long chips. Holes were drilled over a range of different speeds and feeds.
Thrust forces were measured during drilling along with examination of chip formation and breakage.
Testing Results Validate Chip Breaking Concept
The pin chip breakers were successful in breaking up chips compared to drills without:
- Chips were fragmented into smaller pieces rather than long spirals
- Inconel chips were smaller than aluminum due to material properties
- Drills with pins had 5-9% lower thrust indicating easier chip ejection
The pins lifting the chip allowed lubrication access to the critical tool-chip interface. This helps reduce friction and heat generation.
While the pins failed later in the hole due to load, overall results proved the feasibility of on-tool obstructions for improved chip control and performance in drilling.
Chip Formation Behavior Influences Breaking
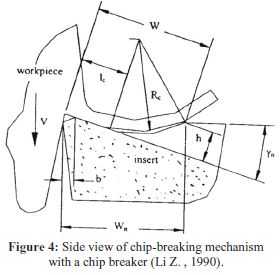
The basic mechanisms of chip flow, curling, and breaking during cutting help guide chip breaker design.
Chips form different curl directions. Up-curling chips predominate in drilling operations.
The up-curl radius depends on flute width and rake angle. Tighter radii increase strain and fracture probability.
Obstructions like ribs and pins constrict curl radius to promote shear and segmentation. Chip ductility also decreases at higher feeds making breaking easier.
Optimizing Chip Breaker Design and Placement
Certain factors should be considered for optimum chip breaker implementation:
- Location – Near cutting edges disturbs cut but weak, further back allows curling
- Height – More lift and tighter radius increases chip breakage
- Robustness – Must withstand high drilling loads and impacts
- Minimal intrusion – Impede chip flow but don’t block needed flute clearance
Built-In Chip Breakers Improve Drilling Operations
This initial feasibility study on obstruction-type chip breakers indicates they can be highly beneficial for improving the drilling process by:
- Breaking chips into more manageable sizes
- Preventing long spiral chips that clog flutes
- Allowing cutting fluid reach under lifted chips for cooling and lubrication
- Reducing cutting forces and power consumption
- Increasing drill bit life by reducing wear and abrasion
Permanent chip breaking features like ribs integrated into drill geometry provide optimal performance and economics.
While more research is warranted, on-tool chip breakers show excellent potential for dealing with chips directly at the source. Controlling chip formation will lead to enhanced productivity, quality, and lower costs in drilling operations.
Summary – On-Tool Chip Breakers Improve Drilling Performance
In summary, strategically placing chip breaking features like ribs and pins along drill flutes shows great promise for directly controlling chip formation and flow in drilling operations. Constructively fragmenting chips on the tool itself provides multiple benefits:
- Prevents long spiral chips that clog drilles
- Allows cutting fluid reach under lifted chips
- Reduces cutting forces and power consumption
- Increases drill life by alleviating wear and abrasion
Permanently integrating ribs or similar chip breakers into drill geometry maximizes performance and cost-effectiveness.
While further research is warranted, on-tool chip breaking concepts prove feasible and offer an excellent route to enhanced productivity, quality, and economics in drilling processes.
Understanding Tool Surface Treatments for Machining
When selecting a cutting tool for machining operations, the surface treatment is an important factor that impacts performance and tool life. This guide covers key surface treatments used on cutting tools to enhance capabilities for different materials and applications.
Bright Finish Tools
A bright finish tool has no additional surface treatment applied. It is left with the natural bare metal surface and is suitable for general machining applications.
Benefits of bright finish tools:
- Lowest cost surface finish
- General purpose machining
- Compatible with a wide range of materials
Blue Finish Steam Tempering
Blue finish tools go through a steam tempering process. This thermal treatment produces a non-metallic porous surface.
Benefits of blue steam tempered tools:
- Absorbs lubricant to prevent rusting
- Reduces friction and galling
- Increases tool life for difficult materials
- Allows higher speeds or feeds
Gold Oxide Finish
A low temperature temper imparts a metallic brown gold colored surface typically used to identify cobalt tool products.
Benefits of gold oxide finish:
- Provides visible identification of cobalt tools
- Minimal performance enhancement
Nitriding Surface Hardening
Nitriding diffuses nitrogen into the metal surface to create a thin hardened layer.
Benefits of nitrided tools:
- Increased hardness prolongs tool life
- Improves machining of difficult materials
- Often combined with steam tempering
Titanium Nitride (TiN) Coating
A thin non-metallic gold colored TiN coating applied by PVD vapor deposition.
Benefits of TiN coated tools:
- Extremely hard wear resistant surface
- Reduces galling and friction
- Allows increased speeds and feeds
- Performance reduced after resharpening
Titanium Carbonitride (TiCN) Coating
Adds carbon to TiN to increase hardness and further reduce friction.
Benefits of TiCN coated tools:
- Harder than TiN for abrasive materials
- Lower friction improves surface finish
- Best for steels, titanium, and nickel alloys
Titanium Aluminum Nitride (TiAlN) Coating
Aluminum enhances oxidation resistance for high temperature capability.
Benefits of TiAlN coated tools:
- Maintains hardness at high temperatures
- Allows very high cutting speeds and feeds
- Best for high temperature alloys, cast iron, and hardened steels
Carbide Coatings
Advanced coatings optimized for solid carbide substrates in extreme hard machining.
Benefits of coated carbide tools:
- Permits faster/economical machining of hardened steels
- Cuts exotic alloys and abrasive materials
Chip Breaker Summary
Controlling chip formation is critical for efficient and productive drilling operations. The long continuous chips produced when drilling materials like aluminum and Inconel can lead to a range of problems that reduce performance. Jammed flutes, poor lubrication, excessive tool wear, and poor hole quality result from uncontrolled chip formation.
On-tool chip breakers provide an effective solution by fragmenting chips directly at the source during drilling. Strategically placed obstructions on the drill flutes cause the chips to shear as they curl up the flutes. This on-tool chip breaking has multiple benefits for improved drilling performance.
Obstruction-type chip breakers can utilize designs like ribs or pins built into the drill lands and flutes. As chip flows over these protruding chip breaking features, segmentation occurs. The pin chip breaker uses small inserted pins that lift and fracture the chips. Meanwhile rib chip breakers consist of raised ridges that act as barriers to shear the chips.
Breaking up chips into smaller, manageable pieces prevents long spiral chips that can clog the drill flutes. It also allows cutting fluid to reach the critical tool-chip interface for better cooling and lubrication. The inserted pins or integral ribs alter the chip curl radius to increase segmentation.
In an initial feasibility study, pin chip breakers were tested in drilling aluminum 6061 and Inconel 625 alloys. The pins successfully broke up long curled chips into smaller fragments compared to standard drills. Lower cutting forces demonstrated easier chip evacuation.
While the pins eventually failed from drilling loads, the concept proved effective for chip control in materials like aluminum and Inconel. Permanent rib chip breakers incorporated into the drill design could provide more durable performance. Properly implemented on-tool chip breakers show great promise for optimizing chip breaking and lubrication to achieve better tool life, hole quality, and drilling performance improvement.
Related Resources
- CNC Programming Services
- Machining Process Optimization
- Semiconductor Heater Manufacturing
- Engine Rebuild Machine Shop Cost
Article References
Obstruction-Type Chip Breakers for Controllable Chips and Improved Cooling/Lubrication during Drilling – A Feasibility Study
Chandra Natha, Thomas Kurfes, School of Mechanical Engineering, Georgia Institute of Technology, Atlanta, Georgia, USA
Additional References
Chipbreaker Drills. (2008). Retrieved 2015, from Brook Cutting Tools USA : http://www.bctus.com/chip-break-drills.php on 08/26/2015
SOMTA. (2008). Retrieved August 2015, from SOMTA World Class Cutting Tools: http://www.somta.co.za/pdf/mts-chipbreaker-drills-leaflet.pdf
Chen, Y. C., & Liao, Y. S. (2003). Study on tool wear mechanisms in drilling of Inconel 718 superalloy. Journal of Materials Processing Technology, 140, 269-273.
Daniel, C. d. (2001, July). Drilling deep holes on a VMC. Retrieved July 2015, from Modern machine Shop: http://www.mmsonline.com/articles/drilling-deep-holes-on-a-vmc
Degenhardt, J. A., DeVor, R. E., & Kapoor, S. G. (2004). Generalized groove-type chip breaker effects on drilling for different drill diameters and flute shapes. International Journal of Machine Tools and Manufacture, 45, 1588-1597.
Ezugwu, E. (2005). Key improvements in the machining of difficult-to-cut aerospace superalloys. International Journal of Machining Tools and Manufacture, 45, 1353–1367.
H.S. Liu, B. L. (2000). In-process prediction of corner wear in drilling operations. Materials Processing Technology, 101.
Hong, S. Y., Markus, I., & Jeong, W. (2001). New cooling approach and tool life improvement in cryogenic machining of titanium alloy Ti-6Al-4V. International Journal of Machine Tools and Manufacture, 41, 2245–2260.
Ke, F., Ni, J., & Stephenson, D. A. (2003). Continuous chip formation in drilling. International Journal of Machine Tools and Manufacture, 45, 1652–1658.
Li, R., & Shih, A. J. (2006). Finite element modeling of 3D turning of titanium. International Journal of Advanced Manufacturing Technology, 29, 253–261.
Li, R., & Shih, A. J. (2007). Drill temperature in titanium drilling. Journal of Manufacturing Science and Engineering, 129, 740-749.
Li, Z. (1990). Machining chip-breaking mechanism with applications. Dalian University press. Merchant, M. E. (1945). Mechanics of the Metal Cutting Process. Journal of Applied Physics, 16(5), 267.
MSC. (2015). Metalworking drill bits. Retrieved 2015, from MSC Industrial Supply Co.: www.mscdirect.com
Nakayama, K. (1962). A study on chip-breaker. Bulletin of Japanese Society of Mechanical Engineers, 5(17), 142-150.
Nandy, A. K., Gowrishankar, M. C., & Paul, S. (2009). Some studies on high-pressure cooling in turning of Ti–6Al–4V. International Journal of Machine Tools and Manufacture, 49, 182–198.
Sahu, S. K. (2003). Modeling and analysis of groove-type chip-breakers on twist drills. University of Illinois at Urbana Champaign.
Sahu, S. K., Ozdoganlar, B., DeVor, R. E., & Kapoor, S. G. (2003), Sushanta K. Sahu, O. Burak Ozdoganlar, Richard E. DeVor, Shiv G. Kapoor). Effect of groove-type chip breakers on twist drill performance. International Journal of Machine Tools and Manufacture, 43, 621-627.
Sharman, A. R., Amarasinghe, A., & Ridqway, K. (2008). Tool life and surface integrity aspects when drilling and hole making in Inconel 718. Journal of Materials Processing Technology, 200, 424-432.
Zhou, L. (2001). Machining chip-breaking prediction with grooved inserts in steel turning. Ph.D. Thesis, Worcest1er Polytechnic Institute, MA, USA.
