
Chapter 1: Thread Mill Basics
Thread milling is a machining process used to create threaded holes or profiles on parts. This chapter will provide an overview of what thread mills are and how they work, the different types and styles, common materials and coatings used, and some basic terminology helpful for understanding thread milling.
What is a Thread Mill?
A thread mill is a cutting tool used in CNC machining to create internal or external threads through an intermittent cutting process. The tool has a unique helical cutting profile that corresponds to the desired thread pitch and shape.
The thread mill moves in a precise pattern to progressively remove material and generate the threaded form. They create threads via milling rather than tapping, allowing threads in high hardness materials too difficult to tap.
How Thread Milling Works
Thread milling uses rotating cutters with relieved cutting edges to machine threads. The process involves synchronously interpolating the linear motion of the cutter’s rotation axis with the X-Y feed motion.
This combination of rotational and linear movement machines the thread valley contours progressively with each rotation of the tool. The tool’s helical profile corresponds to the intended thread pitch.
With each rotation of the tool along the part, it machines an incremental section of the thread to full depth as it feeds. As the tool spirals along the part path, the contours cut on each rotation blend together to create the full thread form.
Proper parameters for feed rates, cutter diameter, number of flutes and speed must be used to achieve the desired thread geometry and surface finish.
Types of Thread Mills
There are two primary categories of thread mills:
Single Form Thread Mills
Single form thread mills, also called single profile or solid mills, have a continuous thread profile around the tool body. The solid form creates the thread through 360 degrees of rotation.
They are suited for short or blind holes and can produce partial thread depths if needed. They are simple and fast to program. But material evacuations through the flutes is limited.
Duplex Form Thread Mills
Duplex form thread mills have two discontinuous cutting profiles that work in combination to machine the thread. The dual profile has gaps between the cutting surfaces that provide additional chip ejection and lubrication access.
Duplex mills can handle deeper holes as chips and lubricant have ability to evacuate. But they require more programming passes for the alternating tool profiles.
There are also indexable thread mills with replaceable carbide inserts. These inserts allow changing to a new cutting edge once worn. Indexable thread mills are more expensive initially but can result in lower per-part tooling costs.
Thread Milling Time Reduction
We improved the thread milling process by replacing single point thread mills with multi-thread thread mills. This simple change resulted in a 33-minute machining time reduction to just 4 minutes.
Single point thread mills were limited in their ability to remove material quickly and efficiently. They also required multiple passes to create the thread, which added to the overall machining time. Multi-thread thread mills, on the other hand, are able to remove material much faster and in a single pass. This results in a much faster and more efficient machining process.
In addition to the time savings, the multi-thread thread mills also produce a better quality thread. Single point thread mills often left a rough surface finish, which required additional finishing operations. Multi-thread thread mills, on the other hand, produce a smooth, finished thread that does not require any additional finishing.
This process improvement has resulted in a number of benefits for the company, including:
- Increased productivity
- Reduced costs
- Improved product quality
We are confident that this improvement will continue to save the company time and money in the years to come.
Thread Mill Styles
Beyond form type, thread mills come in a range of styles optimized for different threading applications:
Tapered Thread Mills
Tapered thread mills have a tapered neck that allows accessing hard to reach areas and internal threads beneath ledges. The tapered profile provides clearance to start the thread deeper within a part.
Straight Flute Thread Mills
Straight flute thread mills have uniform cutting edges without taper. They provide strong cutting performance and chip ejection in most standard applications.
Variable Helix or Variable Pitch Thread Mills
Variable helix thread mills have progressively changing flute spacing from tip to shank. This causes chips to be evacuated at different rates along the tool for improved chip control in difficult materials.
Variable Profile Thread Mills
Variable profile thread mills adjust the tool’s cutting profile along its length to account for material springback in flexible materials like aluminum. This ensures consistency in thread shape from tip to shank.
Screw Thread Mills
Screw thread mills cut asymmetric UN/UNF screw threads for fasteners and bolts rather than standard symmetric threads. The unequal profile accommodates tapping screw threads.
Micro Thread Mills
Micro thread mills machine very small thread diameters starting around 0.5mm. They enable threading tiny parts for electronics, medical devices, and small assemblies.
Thread Mill Materials
Carbide is the standard substrate used for durable thread mill bodies. Specific carbide grades determine key performance characteristics:
Micrograin Carbide
This fine grain carbide provides high strength and heat resistance for good wear properties and consistent tool life. It is well suited for steels and other ferrous materials.
Sub-Micron Carbide
With extremely small, uniform carbide grains, this material offers maximum hardness, strength and heat resistance. It provides outstanding tool life balance across a wide range of material applications.
Fine Grain Carbide
Fine grain carbides like P40-P50 provide a strong middle ground between wear resistance and toughness. They offer good performance across both ferrous and non-ferrous parts.
Coarse Grain Carbide
Coarse carbide grains in P10-P30 grades offer enhanced toughness. This makes them suitable for less rigid setups on softer low alloy steels, aluminum and other gummy materials.
Thread Mill Coatings
Surface coatings applied via PVD or CVD processes provide added lubricity, heat resistance and wear protection:
Titanium Nitride (TiN) – Gold colored PVD coating well suited to steels and nickel alloys. It provides excellent lubricity and chip flow.
Titanium Aluminum Nitride (TiAlN) – Gray PVD coating with superior hot hardness and oxidation resistance at high cutting speeds versus TiN. Works well across most steels, cast irons and super alloys.
Aluminum Titanium Nitride (AlTiN) – PVD coating ideal for high temp alloys like Inconel as well as abrasive titanium and composites. Provides thermal barrier for high speeds and feeds.
Diamond Coating – CVD diamond coating enables dry machining with no coolant. Provides lowest friction and heat generation on aluminum and other sticky materials.
Zirconium Nitride (ZrN) – Bright gold PVD coating resisting built-up edge and galling when cutting hot/cold work steels and abrasive metals. Good for interrupted cuts.
The optimized combination of substrate and coating determines suitability for specific workpieces. More demanding materials require higher performance tooling.
Key Thread Mill Terminology
Here are some common terms used when working with thread mills:
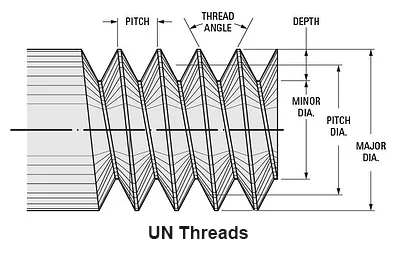
- Thread Form – The thread profile shape based on standard classifications (UN, ACME, buttress, etc)
- Class of Fit – The tolerance range between max-min limits and allowance
- Pitch – The distance between adjacent threads on a screw
- Lead – The axial distance the tool travels per rotation
- Helix Angle – The angle between the tool flutes and axis
- Major Diameter – The largest diameter of the thread crest
- Minor Diameter – The smallest diameter at the thread roots
- Crest – The highest point surface joining two flanks
- Root – The lowest point surface joining two flanks
- Flank – The threaded sidewalls between crest and root
This covers the essential concepts, tool types, materials and terminology related to thread milling. The fundamentals provide a basis for delving into programming, practices and applications in subsequent chapters.